Lead Time |
  
|
Lead Time |
|
O lead time pode ser controlado junto ao sistema de 3 maneiras distintas:
1. Sequência Operacional do Produto.
2. Grupo Máquina.
3. Setores.
Para definição do lead time, inicialmente o sistema busca a sequência operacional do produto e nela verifica se está definido o lead time das operações. Caso não esteja definido diretamente na sequência operacional, o sistema então busca junto aos grupos de máquinas de todas as máquinas envolvidas na sequência, retornando o somatório destas. Por último, caso não tenha identificado o lead time nos grupos de máquina o sistema então soma o lead time dos setores envolvidos na sequência operacional. Caso não tenha encontrado definição de lead time nos três locais, o sistema entende o lead time como zero.
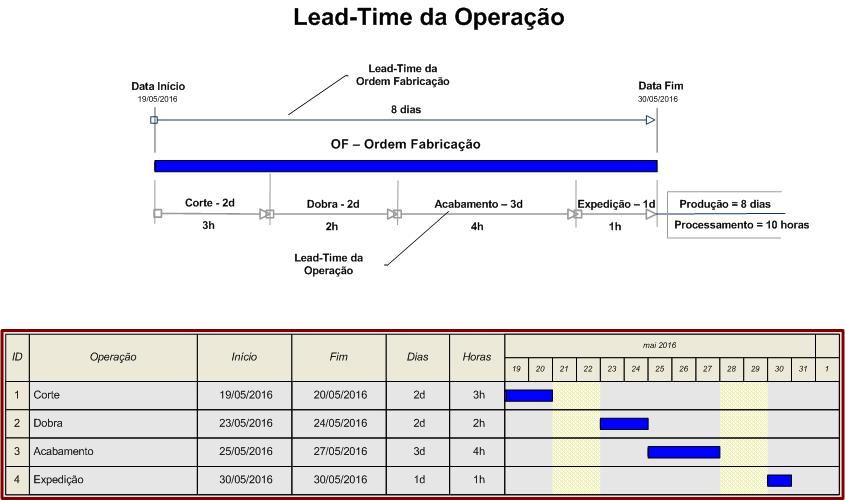
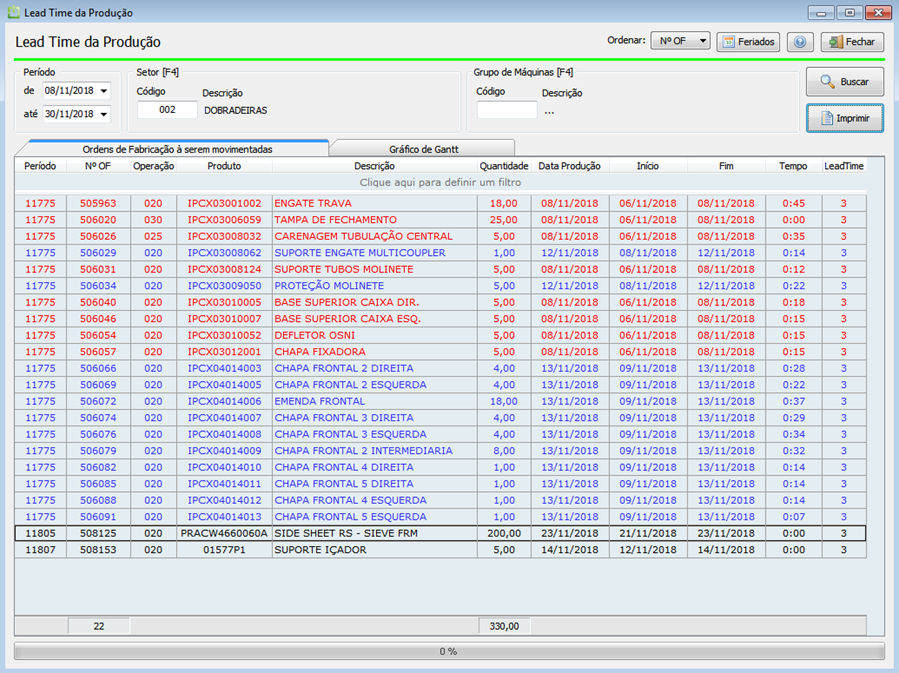
Lead Time de Produção
Para definição do lead time de produção de uma ordem de fabricação, o sistema leva em consideração as datas de início e fim definidas pelo usuário na tela acima. Tendo estas duas datas o sistema busca todas as ordens de fabricação em aberto (fase 0 ou 1.5) com entrega maior ou igual a data de início e menor que 90 dias somados a data final definida. Caso seja definido o Setor e/ou Grupo de Máquina, o sistema também delimitará a capturar ordens de fabricação que passarão pelo setor ou que utilizarão as máquinas do grupo definido.
Exemplo: Datas definidas pelo usuário: 01/05/2016 a 31/05/2016 = Período de Entrega de 01/05/2016 a 29/08/2016.
Após obter todas as ordens de fabricação que atendem aos parâmetros acima, o sistema analisa se a última operação da ordem foi encerrada junto a inspeção de processo. Caso ela tenha sido encerrada a OF não é mais considerada na análise. O mesmo caso se aplica para OF cujo produto não possui sequência operacional.
Atendendo a todas as condições, é realizada então a análise do lead time do produto da ordem de fabricação, utilizando as 3 maneiras já explicadas anteriormente, e assim definindo a partir da data de entrega a quantidade de dias que terá de ser regredida para que o mesmo esteja finalizado na data de entrega estipulada.
Para a correta análise não são considerados como dias úteis de produção os sábados e domingos que ficam dentro do período e os feriados cadastrados junto ao sistema.
Para melhor entendimento do processo, vamos tomar por exemplo a fabricação de uma cadeira. A sequência operacional dela está representada na tabela abaixo:
Operações |
Setores |
Grupo de Máquinas |
010 – Corte Lead Time: 1 Dia |
Preparação Lead Time: 2 Dias |
Cortadeiras Lead Time: 3 Dias |
020 – Lixar Lead Time: 1 Dia |
Preparação Lead Time: 2 Dias |
Lixadeiras Lead Time: 2 Dia |
030 – Montar Lead Time: 2 Dias |
Montagem Lead Time: 3 Dias |
Geral (Furadeira / Parafusadeira) Lead Time: 2 Dias |
040 – Estofamento Lead Time: 3 Dias |
Estofagem Lead Time: 1 Dia |
Geral (Tesoura / Grampeador) Lead Time: 2 Dias |
050 – Embalagem Lead Time: 1 Dia |
Expedição Lead Time: 1 Dias |
Embaladoras Lead Time: 2 Dias |
Através do lead time de cada operação / setor / grupo de máquina podemos definir que o lead time de produção desta cadeira é:
|
Sequência Operacional |
Setores |
Grupo de Máquinas |
010 |
1 Dia |
2 Dias |
3 Dias |
020 |
1 Dia |
2 Dias |
|
030 |
2 Dias |
3 Dias |
2 Dias |
040 |
3 Dias |
1 Dia |
|
050 |
1 Dia |
1 Dia |
2 Dias |
Total |
8 Dias |
7 Dias |
9 Dias |
Simulando uma Ordem de Fabricação com entrega estipulada para o dia 05/05/2016, levando em consideração o lead time pela Sequência Operacional, seu início de fabricação ficaria para o dia 26/04/2015, conforme mostra abaixo.
|
26/04 |
27/04 |
28/04 |
29/04 |
30/04 |
01/05 |
02/05 |
03/05 |
04/05 |
05/05 |
010 |
|
|
|
|
Sábado |
Domingo |
|
|
|
|
020 |
|
|
|
|
|
|
|
|
||
030 |
|
|
|
|
|
|
|
|
||
040 |
|
|
|
|
|
|
|
|
||
050 |
|
|
|
|
|
|
|
|
Simulando uma Ordem de Fabricação com entrega estipulada para o dia 05/05/2016, levando em consideração o lead time pelos Setores, seu início de fabricação ficaria para o dia 27/04/2015, conforme mostra abaixo.
|
27/04 |
28/04 |
29/04 |
30/04 |
01/05 |
02/05 |
03/05 |
04/05 |
05/05 |
010 |
|
|
|
Sábado |
Domingo |
|
|
|
|
020 |
|
|
|
|
|
||||
030 |
|
|
|
|
|
|
|
||
040 |
|
|
|
|
|
|
|
||
050 |
|
|
|
|
|
|
|
Simulando uma Ordem de Fabricação com entrega estipulada para o dia 05/05/2016, levando em consideração o lead time pelos Grupos de Máquinas, seu início de fabricação ficaria para o dia 25/04/2015, conforme mostra abaixo.
|
25/04 |
26/04 |
27/04 |
28/04 |
29/04 |
30/04 |
01/05 |
02/05 |
03/05 |
04/05 |
05/05 |
010 |
|
|
|
|
|
Sábado |
Domingo |
|
|
|
|
020 |
|
|
|
|
|
|
|
|
|
||
030 |
|
|
|
|
|
|
|
|
|
||
040 |
|
|
|
|
|
|
|
||||
050 |
|
|
|
|
|
|
|
|
|
Conforme pode ser observado nos casos de Setores e Grupo de Máquinas, ao se repetir o setor ou grupo de máquinas para duas ou mais operações, os tempos não serão somados e sim considerados apenas uma vez em todo o processo.